REV1
Technologies — Auburn Hills




Standard MSLA printers fire a single fixed light source producing hot spots — brightest at center, falling off toward edges. The Reflex 2's OptiZone engine gives every one of its 161 mini-LEDs independent activation and brightness control via PWM. The result: substantially more uniform light across the full 230×144 mm plate, producing edge-to-edge dimensional accuracy single-source machines cannot match.
The MASK visual calibration algorithm divides the screen into 86,020 zones and compensates for light intensity variation at each one. This achieves ≥94% uniformity across the plate and maintains print accuracy of ≤0.05 mm in XY — the same threshold required for dental models, orthotics, and precision industrial parts.

The 86,020-zone calibration ensures that the outer edges of the build plate cure at the same intensity as the center. For batch production this means the 20th part on a full tray prints with the same dimensional accuracy as the first — which is not achievable on single-source printers without manual tuning for each resin.
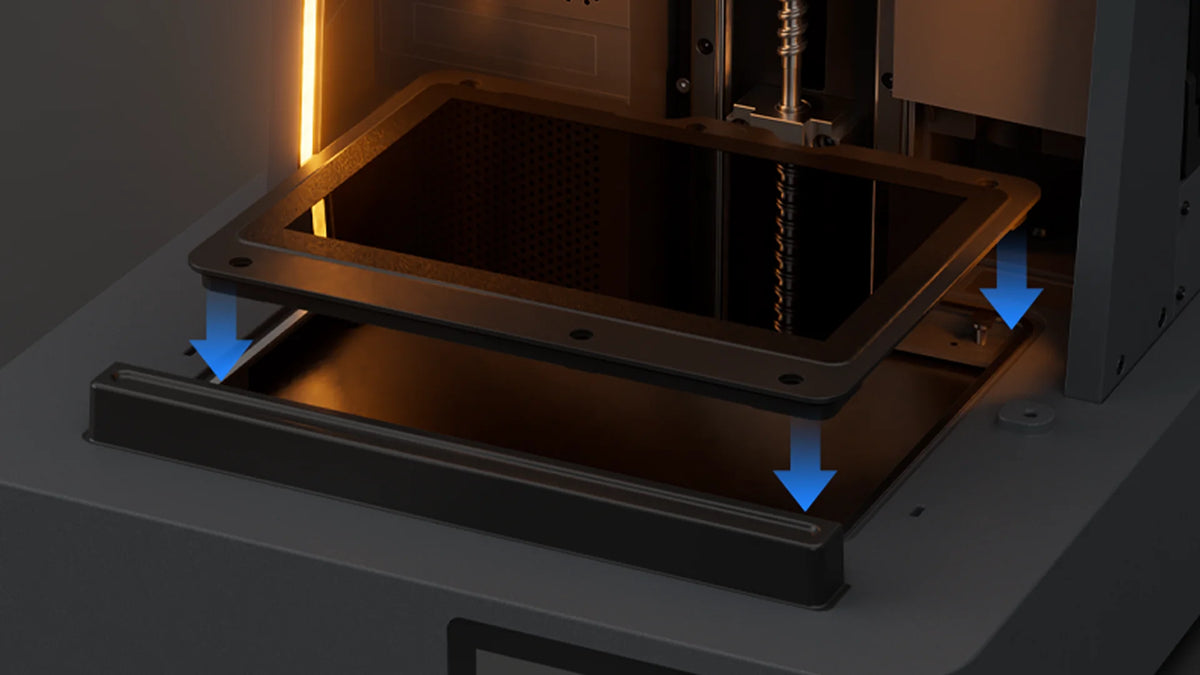
Screen light intensity degrades non-uniformly over time — hot spots shift, edges dim at different rates. The MASK algorithm counteracts this by calibrating 86,020 individual zones and compensating continuously. The Amber Screen Pro maintains ≥94% uniformity and ≤0.05 mm print accuracy from day one to the end of its 6,000+ hour rated lifespan. Replacement is modular and tooling-free.
The Amber Screen Pro's modular design makes replacement fast and tooling-free when it reaches end-of-life after 6,000+ hours. No technician visit required. Rev1 stocks replacement screens for next-day shipment — treating the screen as a scheduled consumable, not a capital repair event.
Multi-part assemblies introduce tolerance at every joint. The Reflex 2's die-cast single-piece base replaces multiple structural components with one precision casting — eliminating the tolerance stack-up that causes Z-axis drift in conventional printer frames over time. The stiffer body holds calibration longer, reducing the frequency of re-leveling in high-volume production environments.
The C5-grade Z-axis module maintains ±2 µm repeat positioning accuracy under a 50 kg load, verified over 10,000 test cycles. This is the precision standard of industrial CNC equipment applied to resin 3D printing. Layer thickness stays consistent across the full print height — no Z-banding, no creeping dimensional drift in long runs.

DMA 3.0 evaluates each layer's cross-section, part spacing, and complexity and selects from 18 optimized motion control parameter sets. Simple layers get speed. Complex layers get the parameters that ensure clean curing. The result is faster overall print time without the surface quality penalties that come from blanket high-speed settings.
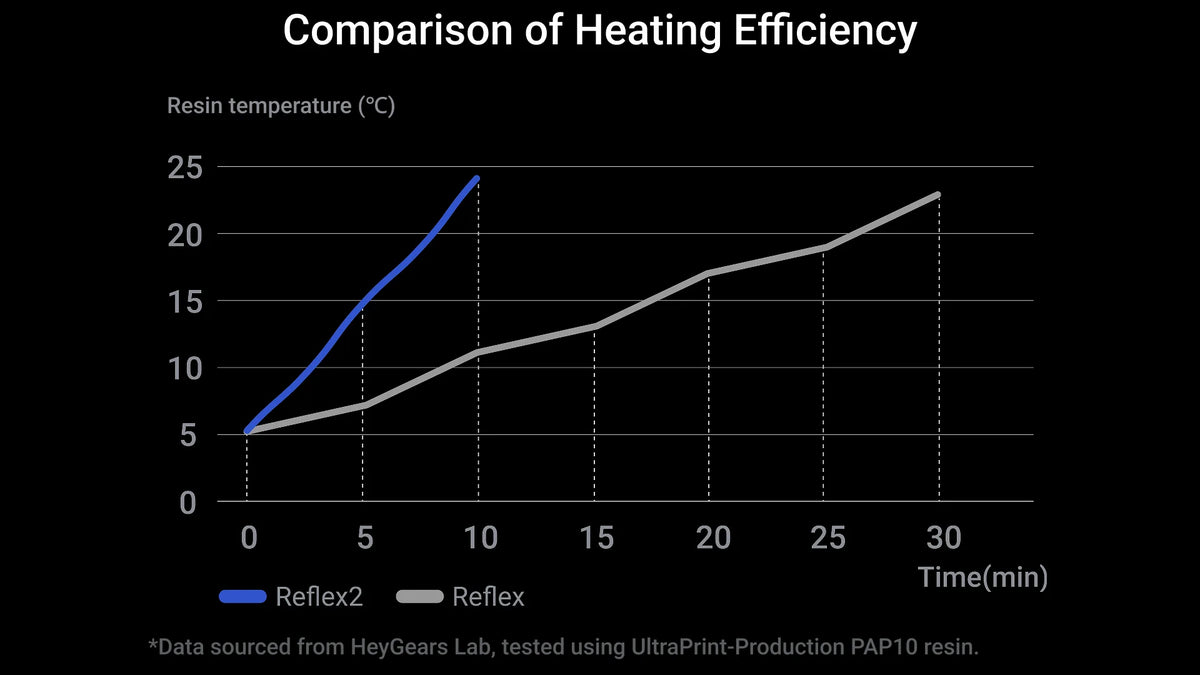
Cold resin is the most common hidden cause of first-layer failures and poor print adhesion. The optional Heating Scraper add-on brings resin from 10°C to optimal 22°C in just 6 minutes — 68% faster than passive warm-up. It simultaneously prevents resin sedimentation by keeping material in motion during the heating phase. For shops without climate control, or anyone printing high-viscosity engineering resins, this is a meaningful upgrade.
The in-scraper heater combined with its temperature sensor maintains resin at ±1°C deviation throughout the entire print — not just at startup. For long runs with engineering resins, stable viscosity is critical to consistent layer adhesion and dimensional accuracy. The heating scraper is available as a stand-alone add-on or bundled with the PRM2 Kit.
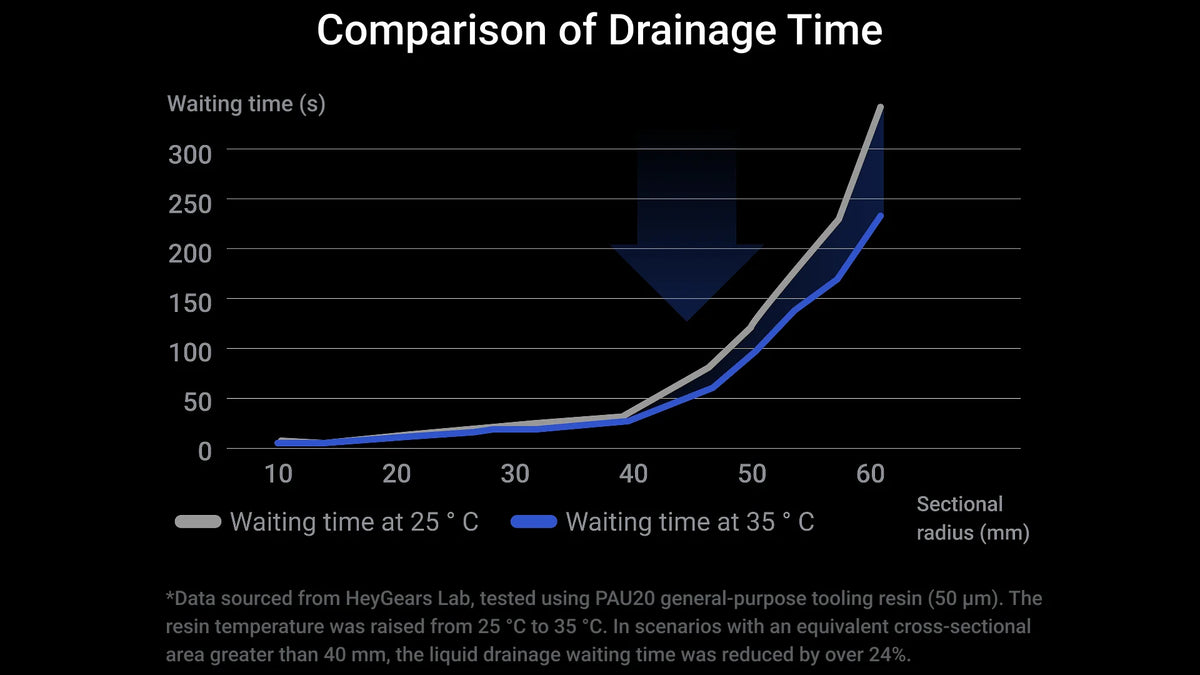
For high-viscosity resins like PAU20 Tooling, raising resin temperature from 25°C to 35°C reduces liquid drainage waiting time by over 24% in large cross-section models. In production batches of tooling inserts or dense solid parts, this translates to measurable throughput gain over a full shift.
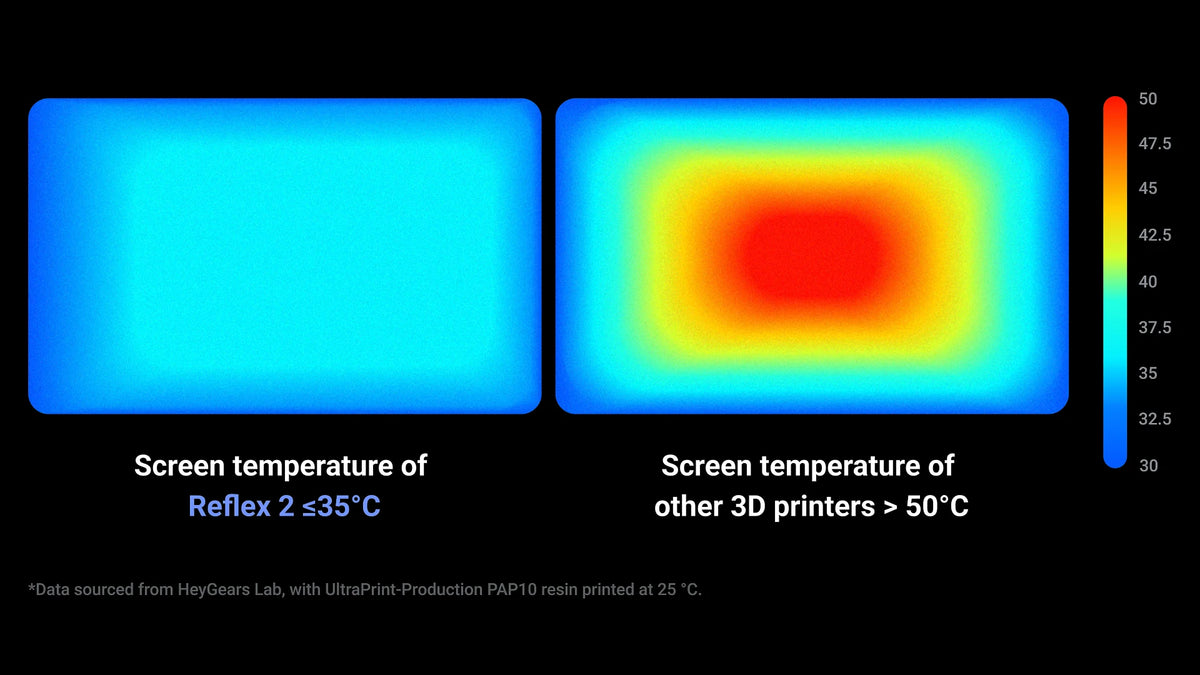
Heat buildup is the primary accelerator of LCD screen degradation in MSLA printers. The Reflex 2's thermal ventilation structure actively dissipates heat from both the light source and the screen, maintaining an operating temperature window of 31.2°C to 35°C. This tightly controlled thermal envelope is the key reason the Amber Screen Pro achieves its 6,000+ hour rated lifespan.
Thermal imaging comparison shows the Reflex 2's screen operating significantly cooler than comparable MSLA printers at equivalent print intensity. Lower operating temperature means less UV degradation stress on the liquid crystal layer — directly extending screen lifespan and maintaining consistent light transmission characteristics over time.
A floating build platform system allows up to ±0.15° of active adjustment, eliminating gaps between the platform and tank floor of up to 240 µm — automatically, at the start of every print. No manual leveling routine, no test prints required. The system checks itself every session so a slightly misloaded platform never turns into a wasted run.
Force sensors with 0.01 N sensitivity monitor the release force during every peel cycle. Resin residue as small as 0.15 mm triggers an automatic print stop — before the residue can damage the screen or cause a platform collision. This protection turns what would be a $200–400 screen replacement into a simple filter change.
The Reflex 2 monitors resin level continuously and triggers automatic refill from the attached bottle both before and during active printing. Long jobs don't require an operator to stand by and top up the tank. Replace the standard bottle push-button with the one included in the box for faster auto-refill flow rate.

| Specification | HeyGears Reflex 2 | Stratasys Origin One | 3D Systems Figure 4 |
|---|---|---|---|
| Entry Price | $1,799 | $25,000+ | $25,000+ |
| Build Volume | 230 × 144 × 230 mm | 192 × 108 × 370 mm | 124 × 70 × 346 mm |
| Light Engine Zones | 161 controlled zones | Single projection (DLP) | Single projection (DLP) |
| Z-Axis Accuracy | ±2 µm C5 Grade — 50 kg | ±25 µm typical | ±25 µm typical |
| Light Source Wavelength | 385+ nm — engineering resins | 385 nm (Origin PN) | 405 nm |
| Screen Lifespan | 6,000+ hours (rated) | Projector bulb — periodic | Projector bulb — periodic |
| Auto Leveling | Yes — 240 µm compensation | Manual | Manual |
| Auto Resin Refill | Yes — standard | No | No |
| Residue Detection | 0.01 N sensor — auto-stop | Not standard | Not standard |
| U.S. Partner Support | Rev1 Technologies — install, train, service | Stratasys direct / regional | 3D Systems direct / regional |
Competitor specifications sourced from published manufacturer data. Contact Rev1 for an application-specific comparison.
Talk to a Rev1 Technologies specialist. We'll review your application, recommend the right configuration, and build a complete proposal within 1 business day. Authorized HeyGears Partner · Auburn Hills.
The floating build platform auto-levels gaps up to 240 µm before every job with a deviation of ±0.15°. No manual tramming, no calibration ritual before each run. The platform self-compensates at the start of every print — a critical feature for production environments where operators shouldn't be spending time on setup over printing.
Force sensors with 0.01 N sensitivity detect resin residue as small as 0.15 mm and auto-stop the print before that residue becomes a tank contamination event. On printers without residue detection, a small failure at layer 20 of a 400-layer print means ruined parts, ruined resin, and ruined FEP — discovered only at the end. The Reflex 2 stops it the moment it starts.
Automatic resin refill activates before the print begins to bring the tank to optimal fill level, then again during the run as resin is consumed — without pausing or requiring operator intervention. Combined with auto-leveling and residue detection, this completes a three-layer automation stack that makes genuinely unattended multi-hour production runs reliable, not just theoretically possible.
Talk to a Rev1 Technologies specialist. We'll review your application, recommend the right configuration, and build a complete proposal within 1 business day. Authorized HeyGears Partner · Auburn Hills · (248) 707-2950.